Meeting the power management challenges of the smart factory
June 19, 2018
Blog

This article reviews the challenges for the electronic components of the smart factory and presents a few examples of how power management electronics can come to rescue.
The addition of intelligent, internet-connected equipment in the smart factory requires a proliferation of processors and connectivity interfaces into every controller, sensor, I/O, and actuator on the factory floor. These components must be small, energy efficient and highly reliable to stay within tight space and thermal constraints while reducing downtime. This article reviews the challenges for the electronic components of the smart factory and presents a few examples of how power management electronics can come to rescue.
Industry 4.0, the current trend toward intelligent automation and data exchange in manufacturing technologies, continues unabated, fueling the vision of the “smart factory.” The smart factory relies on electronic equipment to collect, synthesize, and act upon data in real-time. The new technologies and approaches to manufacturing, also dubbed the Industrial Internet of Things (IIoT), have the potential to improve efficiencies and, by extension, profitability. The adoption of IIoT technologies introduces issues in energy efficiency, solution size, system safety, and reliability. This paper reviews the megatrends underlying the Industry 4.0 revolution, their associated challenges in power management, safety, and reliability faced by today’s smart factories and discusses solutions to meet these trends.
Megatrends
An important element of the smart factory is the integration of time-sharing information technology (IT) systems (for data-centric computing) with real-time operational technology (OT) systems that monitor and control events, processes, and devices. This capability is provided by a plethora of sensors deployed across the factory, networked to I/O modules, actuators, controllers, and ultimately to the enterprise cloud. The networking of manufacturing equipment and sensors enables real-time manufacturing line reconfiguration, reduced latency, increased quality control, advanced sustainable and green practices, supply chain traceability, and overall efficiency.
The payoff for factory operators is increased utilization and throughput, reduced downtime, predictive maintenance of impending equipment faults, higher standardization, flexible and adaptive manufacturing, and integrated security. Examples of this include GE’s Predix industrial platform and Siemens’ Mindsphere operating system. Operators can benefit by linking demand to production, optimizing stock management, maintenance, and higher visibility.
The size reduction of systems and electronic equipment has allowed the evolution of highly modular manufacturing lines. Consider multiple networked robots performing tasks in an assembly line (Figure 1). By having similar robots performing functions in sequence, a failing robot’s tasks can easily be taken over by the adjacent robot. Likewise, adding intelligence can help optimize the tasks performed by each robot and improve throughput.
Artificial intelligence, or AI, is the ability of computers to perform complex tasks that normally require human intelligence. In conjunction with factory automation equipment, it is another important element of the smart factory. Through robotic process automation of software and machine learning (e.g., IBM’s Node-RED, Preferred Networks, Siemens’ Mindsphere, and GE’s Brilliant Manufacturing Suite), bottlenecks are identified and corrected in real time.

[Figure 1 | Robotic assembly line]
Another significant element of the smart factory is the use of augmented reality (AR) or computer-generated images of a user's view of the real world (Figure 2). AR provides a composite view that helps improve safety, assembly, and maintenance. Examples include ESI IC.IDO, Oculus Rift, HTC Vive, DAQRI Smart Helmet, Microsoft Hololens, and Google Glass.

[Figure 2 | Service maintenance aided by a hand-held tablet equipped with AR]
The technology enablers
All this additional intelligence, networking, and control is enabled by phenomenal advances in sensing, connectivity, processing, and cloud computing. On the factory floor, it manifests through controllers, sensors, I/Os, and actuators. A controller can be a programmable logic controller (PLC), motor/motion controller, or a distributed control system (DCS) using advanced processors and microcontrollers. Sensors can be either digital or analog and used for proximity, vision, weight, or temperature. Actuators can be robots, valves, motors, computerized numerical control (CNC), contactors, and other moving mechanisms. Inputs and outputs (I/Os) can be digital or analog or even universal I/Os that connect sensors and actuators to controllers.
Figure 3 shows a PLC or an industrial computer that monitors and controls a single manufacturing process. It includes a processor, I/O modules, memory/programming, and a power supply. PLCs and other control systems are orchestrated by software packages like SCADA (supervisory control and data acquisition), monitoring and controlling multiple interfaces and peripherals.
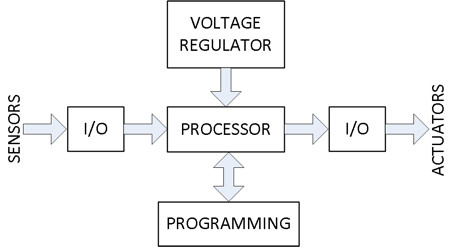
[Figure 3 | The PLC system]
The PLC receives inputs from sensors on the factory floor, processes them locally and drives the proper actuators. Today’s sensors, I/Os, and actuators are equipped with internal processors that make simple decisions locally without the need to escalate to the controller, thereby improving throughput. Unless multiple devices need to be considered, the PLC is not even involved. By networking the data generated by all the equipment to the cloud, analytics can be run in real-time using advances in AI to determine the action to be taken.
The challenges
The deployment of intelligent, internet-connected equipment in the smart factory requires a proliferation of processors and connectivity interfaces into every controller, sensor, I/O, and actuator on the factory floor. This, in turn, places new requirements on system hardware: reduced component size to fit additional electronics in the same chassis, improved energy efficiency to perform within the same or lower thermal budget and increased electrical/mechanical safety and reliability to reduce downtime. In summary, the challenges for the electronic components are:
- Higher Energy Efficiency
- Reduced Solution Size
- Increased Safety and Reliability
In the following sections, we will present a few examples of how power management electronics can come to the rescue in each case.
The solutions
Higher energy efficiency
The smaller PCB size that results from miniaturization presents a challenge for thermal dissipation. Thermal management options, such as heatsinks, are ruled out since board space is at a premium. Fans for forced airflow cannot be used due to sealed enclosures that prevent ingress of dust and pollutants. Therefore, it is crucial that the power-supply solution is extremely efficient, while delivering higher power and occupying a smaller area than ever before.
Industrial applications are characterized by a 24V nominal DC voltage bus that has its history in old analog relays and remains the de-facto industry standard. However, the maximum operating voltage for industrial applications is expected to be 36V to 40V for non-critical equipment, while critical equipment, such as controllers, actuators, and safety modules, must support 60V (IEC 61131-2, 60664-1, and 61508 SIL standards). Popular output voltages are 3.3V and 5V with currents varying from 10mA in small sensors to tens of amps in motion control, CNC, and PLC applications. Thus, the obvious choice for industrial control applications is a step-down (buck) voltage regulator (Figure 4).
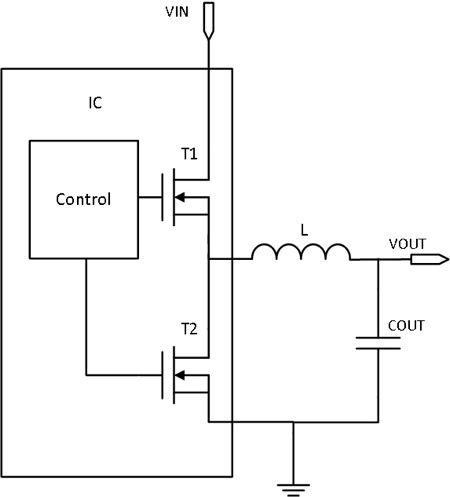
[Figure 4 | Fully integrated synchronous buck converter]
Examples of buck converters that achieve high efficiency for high-performance systems include the MAX17503 and MAX17506 (from the Himalaya IC family), and the MAX17504 power module (from the Himalaya SiP module family).
Reduced solution size
Sensors (Figure 5) may be located anywhere on the factory floor.
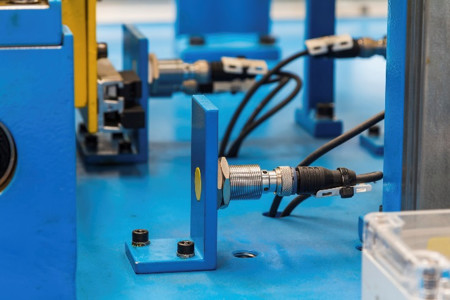
[Figure 5 | Proximity sensors in action]
The sensor is typically powered by a 24V DC power source. However, the factory floor can be a very challenging environment, with long cables and strong electromagnetic interference that result in high-voltage transients. Accordingly, the step-down converter inside the sensor must withstand voltage transients of 42V or 60V, which are much higher than the sensor operating voltage. As discussed before, for 24V rails, it is best to rely on devices that have an operating maximum of 42V. According to SELV/PELV/FELV (Safety/Protection/Functional Extra Low Voltage) regulations, an isolated device that handles up to 60V is considered safe to touch. Protection above 60V is provided with the addition of dedicated TVS (transient voltage suppressor) devices.
Examples of power solutions which meet the requirements of industrial sensors are the MAX15062 and MAX15462 low-power, highly integrated Himalaya buck converter ICs and the MAXM17532 and MAXM15462 fully integrated Himalaya uSLIC power modules.
Increased safety and reliability: Isolation
Although input voltages below 60V are considered inherently safe to touch, the need for isolation in this operating range is still pervasive for functional safety and reliability reasons. In this voltage range, the power-supply electronic load, typically a very delicate and expensive microcontroller, needs protection. It could readily self-destruct if accidentally exposed to high voltage.
Isolation (Figure 6) prevents ground loops, which occur when two or more circuits share a common return path. Ground loops produce parasitic currents that can disrupt the output voltage regulation as well as introduce galvanic corrosion of the conducting traces. This is a phenomenon that degrades equipment reliability. Accordingly, isolated power supplies are routinely utilized in industrial, consumer, and telecom applications concerned with the protection of sensitive loads and the long-term reliability of equipment.

[Figure 6 | MAX17690 Rainer Isolated No-Opto Flyback Controller]
The Rainier isolated family is an example of no-opto isolated flyback converter IC for enhanced safety and reliability.
Increased safety and reliability: Protection
Protection circuits are the unsung heroes of today’s electronics. The long electrical chain, from the AC line to the digital load, no matter the application, is interspersed with fuses and transient voltage suppressors of all sizes and shapes. While common issues like ESD protection and pin-to-pin short circuits are handled within ICs, there are additional aspects to consider for safety and reliability. Along the electrical path, electrical stressors—such as inrush currents due to storage capacitors, reverse currents due to power outages, overvoltages, and undervoltages induced by inductive load switching or lightning—can damage precious electronic loads. This is true for microprocessors and memories, which are built with fragile sub-micron, low-voltage technologies. Layers of protection are necessary to handle these potentially catastrophic events
The protection electronics must handle fault conditions such as overvoltage/undervoltage, overcurrent, and reverse-current flow within the limits of its voltage and current rating. If the expected voltage surge exceeds the protection electronics ratings, additional layers of protection is added, in the form of filters and transient voltage suppression (TVS) devices.
Arc fault protectors and TVS diodes protect against lightning surges and catastrophic high-voltage events. But protection is still needed when you get down to the main input bus (48V in the example above or a typical 24V in industrial applications. Hot plugging (Figure 7) causes supply bounce while ringing, due to long cable inductance, also causes voltage surges.

[Figure 7 | Hot plug-in causes voltage surges]
Two highly integrated protection ICs, the MAX17608 and MAX17525 from the Olympus protection family are candidates for this application.
Power Management Solutions
These power management solutions overcome the critical challenges faced by today’s smart factories.
Summary
As the current trend of automation and data exchange in manufacturing technologies also known as smart factories or Industry 4.0, continues unabated, it will rely on new technologies and approaches to achieve higher manufacturing efficiencies. The adoption of these technologies introduces challenges in terms of energy efficiency, miniaturization, and system reliability. For each challenge discussed, a few power management ICs were presented to help designers effectively realize Industry 4.0. These power management solutions overcome the critical challenges faced by today’s smart factories.